
現場DX推進にむけて(第1回)MESの検討はまだ早い?製造現場における基幹システム導入ステップとは

- 目次 -
1.はじめに
西部電気工業は、ICTソリューション・ソフトウェア開発事業から、建築設備・環境プラント事業まで幅広いフィールドでの実績を持ち、現場の分かるIT企業として、現場DX推進をご支援しています。
最近では株式会社マクニカ様との協業により、
- ・MES(Opcenter Execution)
- ・製造現場実績データ活用ツール(DSF Cyclone)
- ・ローコード開発ツール(Mendix)
- ・生産工程のシミュレーターツール(Plant Simulation)
- ・AIによる外観検査自動化ソリューション 等
を用いた提案を行っています。
このコラムでは、現場DXの推進支援時の経験からお客様へお伝えしたいことを連載する予定です。
初回は、MES導入検討時のあるあるです。
2.MESと言っても、人によってその機能のイメージはバラバラ
「ひとまずMESの情報収集を始めている。」というご相談を受けることがあります。しかしひと言でMESと言っても、人によってその機能のイメージはバラバラで、なかなかイメージ通りの製品にたどり着けないといった悩みをよくお聞きします。
このようなご相談を受けた際、MESの情報収集を始めた背景を伺うようにしています。マテハンの効率化、生産管理業務の効率化、トレサビ担保体制の強化など、様々な回答を頂きますが、突き詰めていくと、ほとんどの方が『在庫数量の適正管理』、『製造原価(人件費)』の低減を目的の一部としていることが多いようです。
細かい文言は異なるかも知れませんが、このコラムを読まれている方の中にも、このような課題を持たれている方がいらっしゃるのではないでしょうか。
製造現場の変革を推進する方の多くが、『在庫数量の適正管理』を行いたいと考えているにも関わらず、なかなか解決策が見つけられないのはなぜでしょうか。その原因のひとつに、在庫数量を取り巻く製造業特有の不確実性があると考えられます。
3.『在庫数量の適正管理』って何?

図1(a) 理想的な環境における在庫数量
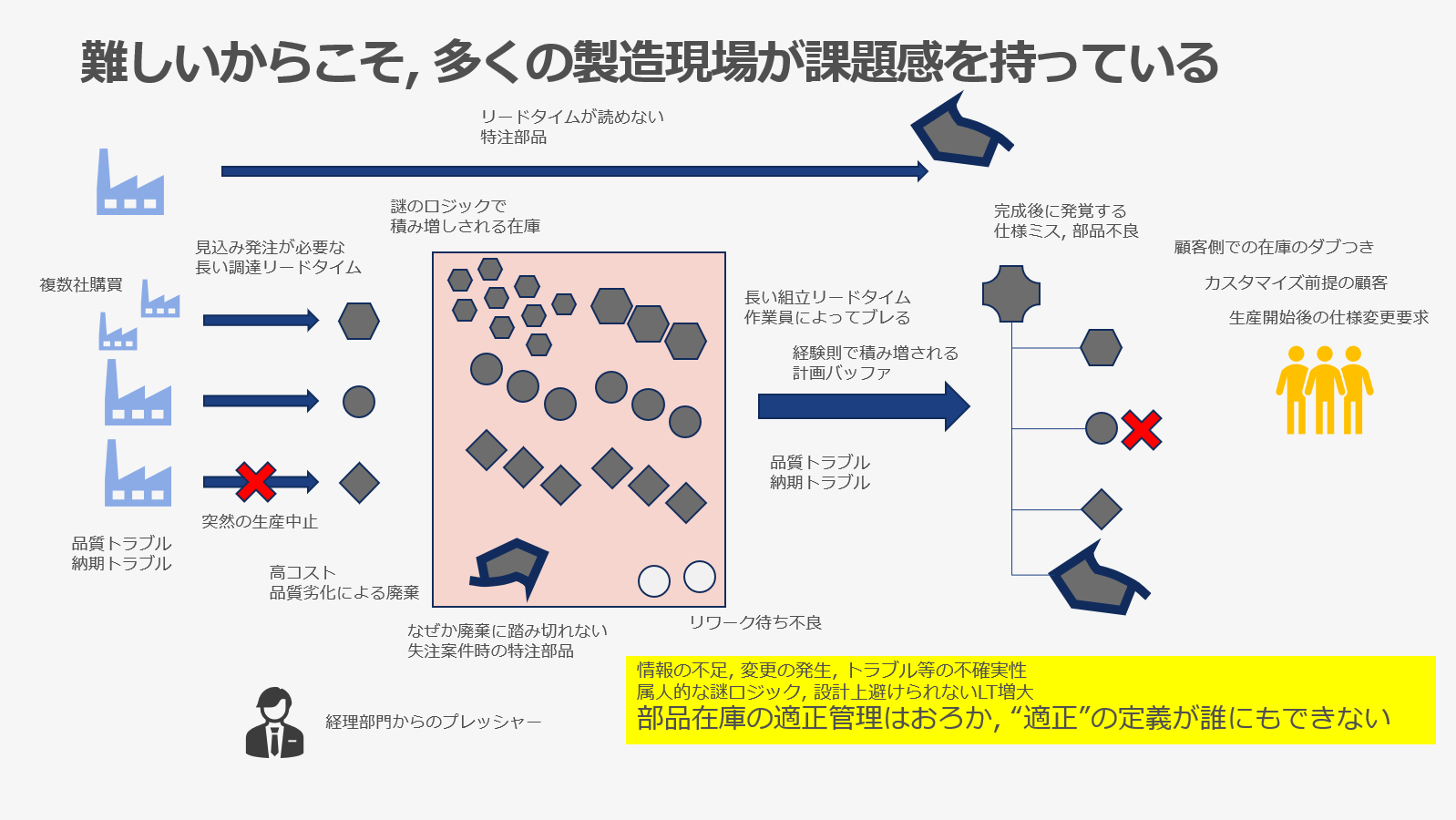
図1(b)不確実性を含む現実世界での在庫数量
上の図1(a)は, 理想的な環境における在庫数量の概要図です。
『低コストで、経時的な品質劣化などが無い部品を、非常に短い調達リードタイムで、100%良品を納期厳守で納入するサプライヤー』から調達を行い、『リコールが起きない製品を、非常に短い組み立てリードタイムで、100%良品を生産計画通りに組み立てる製造現場』で製造し、『標準品で満足する顧客』とビジネスをすることができれば、自ずと適正な在庫数量を定義することができ、それを管理することもできます。
しかしながら、図1(b)に示すように、不確実性を含む現実世界では、在庫数量はどうしても多くなるようになっています。まず調達においては、
- ・特注部品のリードタイムが読めない
- ・調達リードタイムが長いため見込み発注をせざるを得ない
- ・複数社購買をおこなっており、それぞれ納期トラブルや品質トラブルを抱えている
- ・品質劣化による廃棄が必要となる高コスト部品を取り扱っている
などの課題が挙げられます。次に製造においては、
- ・組み立てリードタイムが長く、作業員によって作業時間にばらつきがある
- ・製造工程内における納期トラブルや品質トラブルを抱えている
- ・属人化した経験則による生産計画のバッファがある
- ・組み立て終了後に仕様ミス/不良が発覚する
などの課題が挙げられます。さらに顧客との関係においても、
- ・在庫のダブつきによる受け入れ拒否
- ・カスタマイズ対応の要求
- ・生産開始後の仕様変更要求
などの課題があり、これらの不確実性のほとんどが在庫数量の増大に繋がる原因です。
そのため、製造現場の変革を推進する多くの方々が望む、『在庫数量の適正管理』は、”適正管理”はおろか、”適正”の定義が誰にもできないという根本的な問題を抱えています。
4.疲弊の原因は情報過多と消化不良
このような状況下においても、なんとかしてMESの導入を検討する方もいらっしゃいます。しかし、結果的には図2のようなシナリオを経て、MESの検討だけで疲弊してしまうといったケースが多いように思います。
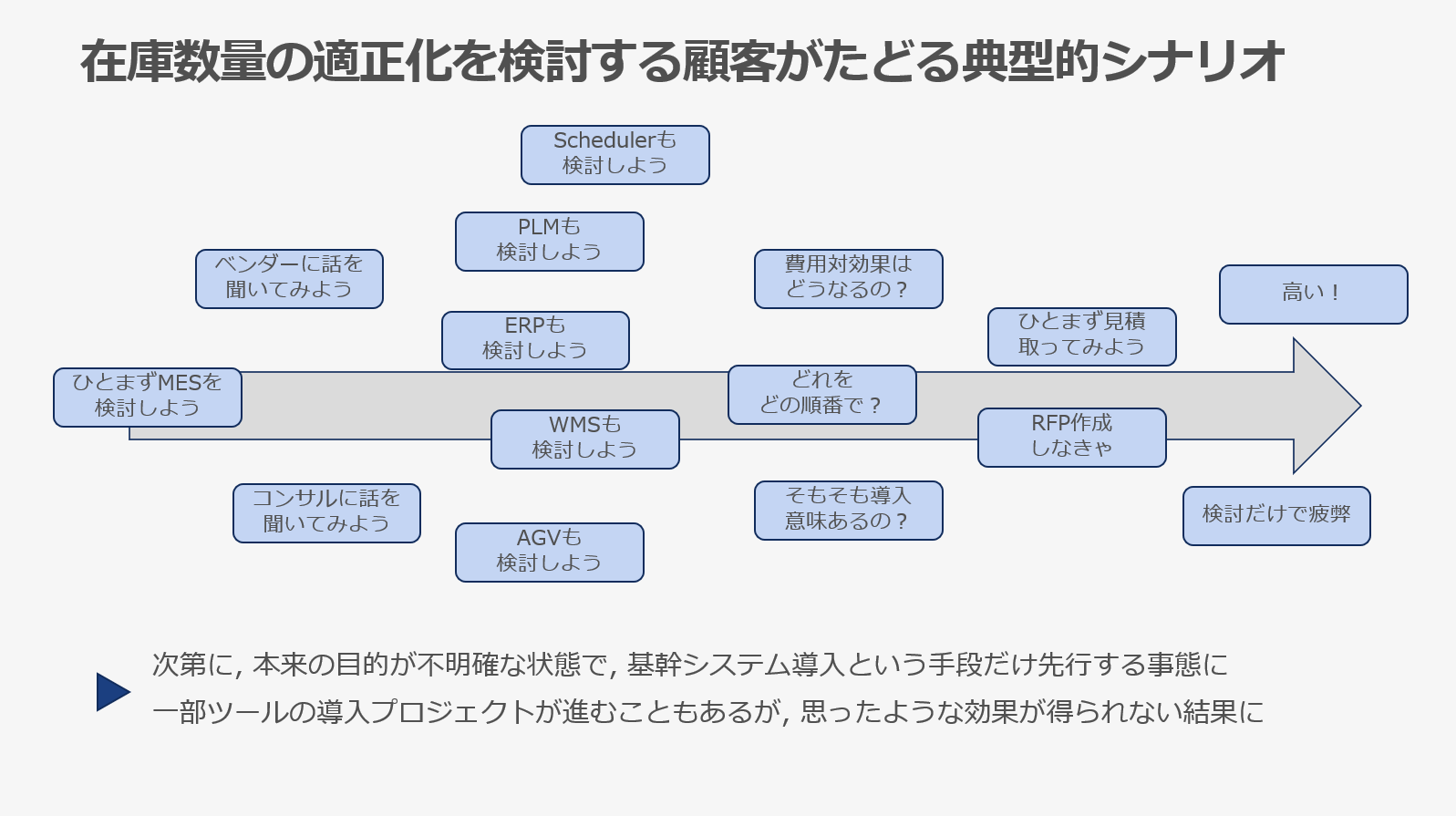
図2 在庫数量の適正化を検討する顧客がたどる典型的シナリオ
多くの方が、ひとまずMESを検討しようというモチベーションでベンダーやコンサルから情報収集を行います。
その中で、MES以外の基幹システムとしてPLM、ERP、WMSといったシステムも紹介され、MESの周辺のソリューションとしてスケジューラやAGV等の情報にも触れることになります。
この段階で既に情報過多となり、『費用対効果は?』『どれをどの順番で?』『そもそも導入する意味はあるのか?』といった疑問を抱えつつも、消化不良のまま、RFP作成や見積もり依頼などを実施します。
最終的に多くの方が、ベンダーやコンサルから提示された金額が予想以上に高いことに驚き、検討を一時中断するか、継続して検討を行うといった道をたどり、検討だけで疲弊するという事態に直面します。
こういった状況下で、次第に本来の目的が不明確な状態で“基幹システム導入”という手段だけが先行する事態に陥ります。場合によっては、一部ツールの導入プロジェクトが推進されることもありますが、思ったような効果が得られないといった事態に陥ることが多いようです。
5.本来の目的が不明確な状態に陥らないために
上記のようなシナリオを避けるため、私どもは顧客と早い段階で、図3・図4に示すような製造業全体の大枠の概要図を用いて、顧客の現在の状況を俯瞰的に理解したうえで、基幹システムの導入ステップに関して推奨案をご提示することにしています。

図3 製造業を表す二つの業務軸
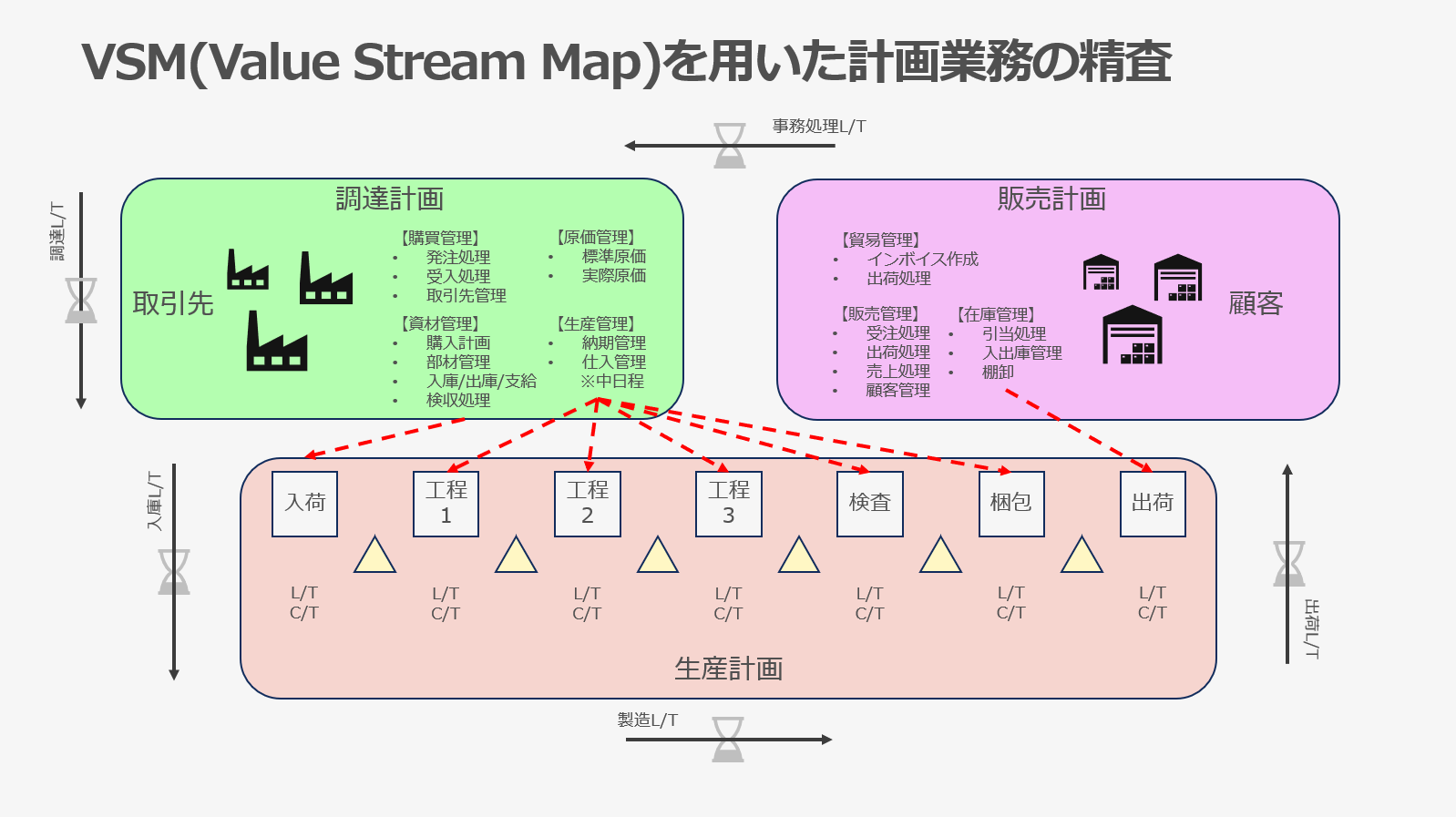
図4 VSMを用いた計画業務の精査
図3は、製造業を表すエンジニアリングチェーンとサプライチェーンの関係性を概要図を用いて示したものです。
図を横に走るエンジニアリングチェーンは、どういった製品を売り出すかといった企画から、販売した製品を保守するまでの事業としての製造業を表しています。この領域は、PLM(Product Lifecycle Management)という基幹システムでECM(Engineering Chain Management)といった手法で事業をどう組み立てるかを管理します。
一方、図を縦に走るサプライチェーンは、製品をいつどのくらい売り出すかといった販売計画から、実際に販売するまでの経営としての製造業を表しています。この領域は、ERP(Enterprise Resource Planning)という基幹システムでSCM(Supply Chain Management)といった手法で経営をどう組み立てるかを管理します。
これらが交差する製造およびその周辺の業務が、MES(Manufacturing Execution System)もしくはMOM(Manufacturing Operation Management)という基幹システムによって管理されます。
この図3を用いたうえで、最初に着手するべきポイントは、基幹システムの導入ではなく、サプライチェーンの初期段階に位置している”販売計画”/”調達計画”/”生産計画”といった各種計画業務の見直しであると説明しています。
これらの業務の見直しは、数年単位に及ぶこともありますが、エンジニアリングチェーンにおける変革を推進するよりも比較的早く投資対効果が見込める施策を見つけるうえで有効です。
6.ステップ① ~”販売計画”/”調達計画”/”生産計画”の業務見直し~
図4は、先ほどご説明した”販売計画”/”調達計画”/”生産計画”といった各種計画業務の見直しの際に用いるVSM(Value Stream Map)という手法の概要図です。図の右上の販売計画, 図の左上の調達計画, 図の下の生産計画といった順番で概要図を反時計回りに見ることで、サプライチェーン全体の計画業務の関係性を理解することができます。
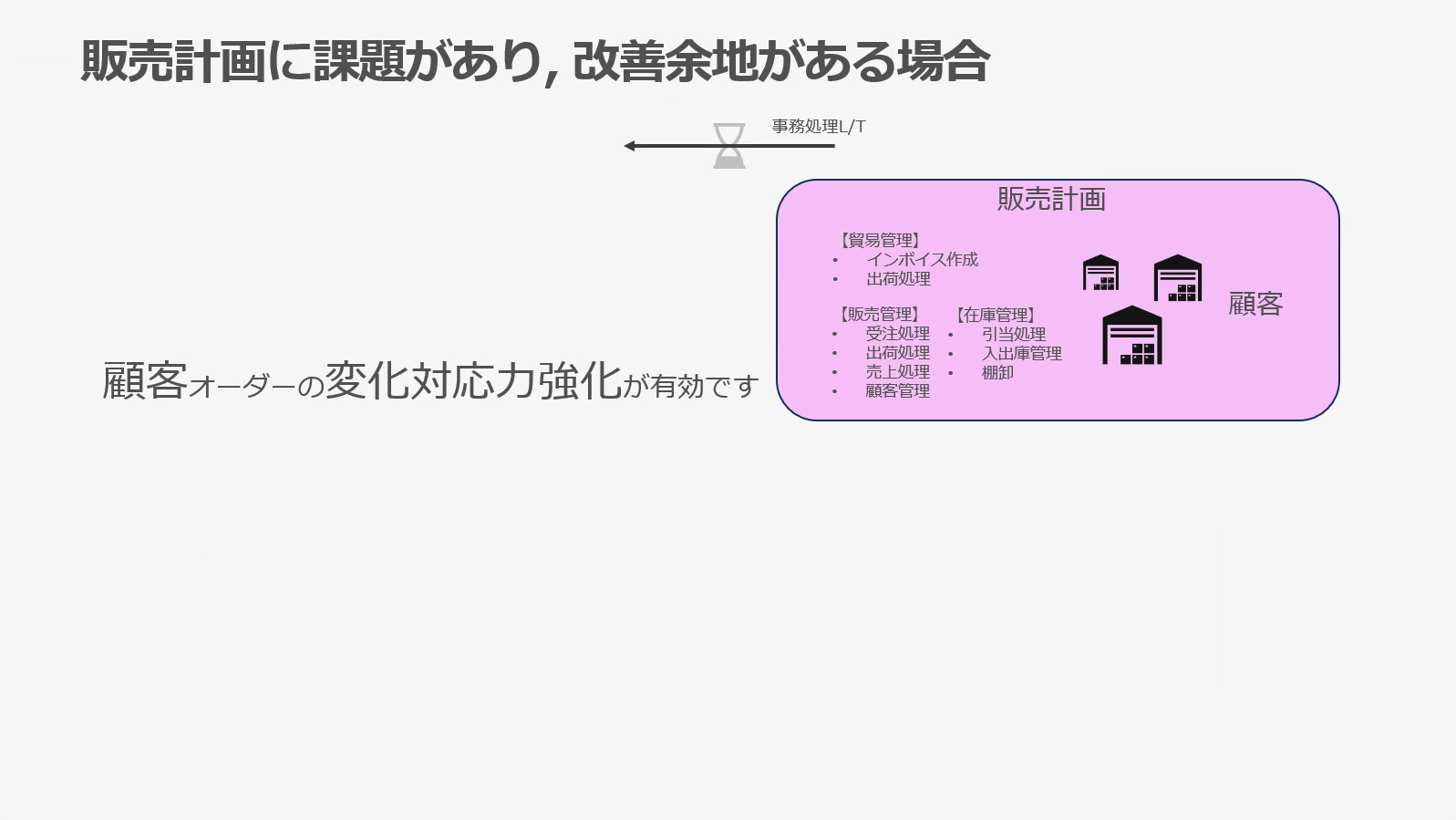

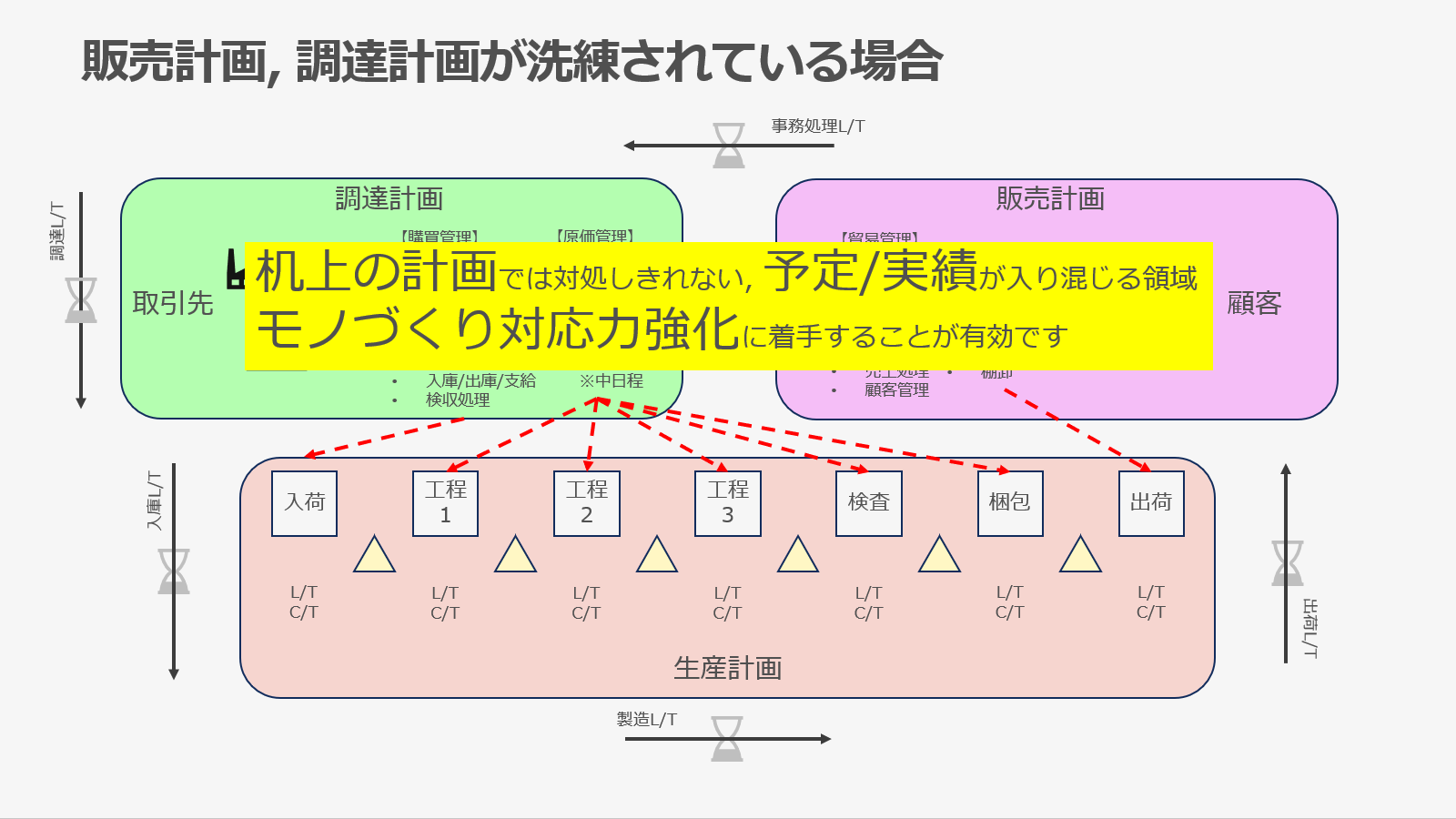
図5 VSMで見る各パターン別の有効施策
図5の上の図は、販売計画に課題があり、改善余地がある場合を示す資料です。無理のある販売計画や、顧客の無理難題の発注形態に振り回されている場合、サプライヤーとの関係を調整したり、製造現場の管理を徹底したとしても、どうしても無理が生じてしまいます。
そのため、販売計画に課題がある場合は、顧客オーダーに対する変化対応力強化を推奨しています。これは顧客からの要望に柔軟に対応するだけでなく、無理難題を突き付けてくる顧客とは交渉によって納期や数量を調整するといった施策も含まれます。
図5の中央の図は、顧客オーダーに対する変化対応力強化が進んだ後、調達計画に課題があり、改善余地がある場合を示す資料です。昨今のコロナ禍によるサプライチェーンの乱れや地政学リスクなどにより、そもそも生産に必要なモノが届かないといった課題に直面した製造業の方々は数多く存在します。
そういった世界的な外部環境変化に対応するため、複数社購買や戦略的在庫の積み増しなど、調達計画業務の見直しを行わない限り、製造現場としてはいくら現場の改善を積み重ねてもモノが無いという状況が発生してしまいます。
図5の下の図は、販売計画、調達計画が洗練されている場合を示す資料です。
7.ステップ② ~モノづくり対応力強化~
製造現場における入荷・出荷・検査・梱包、そして実作業を表す各工程の生産計画は、これまでご説明してきた販売計画、調達計画があったうえで成り立ちます。
しかしながら、いかに洗練された販売計画・調達計画・生産計画を作ったとしても、予定/実績が入り混じる製造現場では、机上の計画では対処しきれない問題が日々発生します。そのため、販売計画、調達計画が洗練された後は、最も難しいとされる、モノづくり対応力強化に着手することを推奨しています。

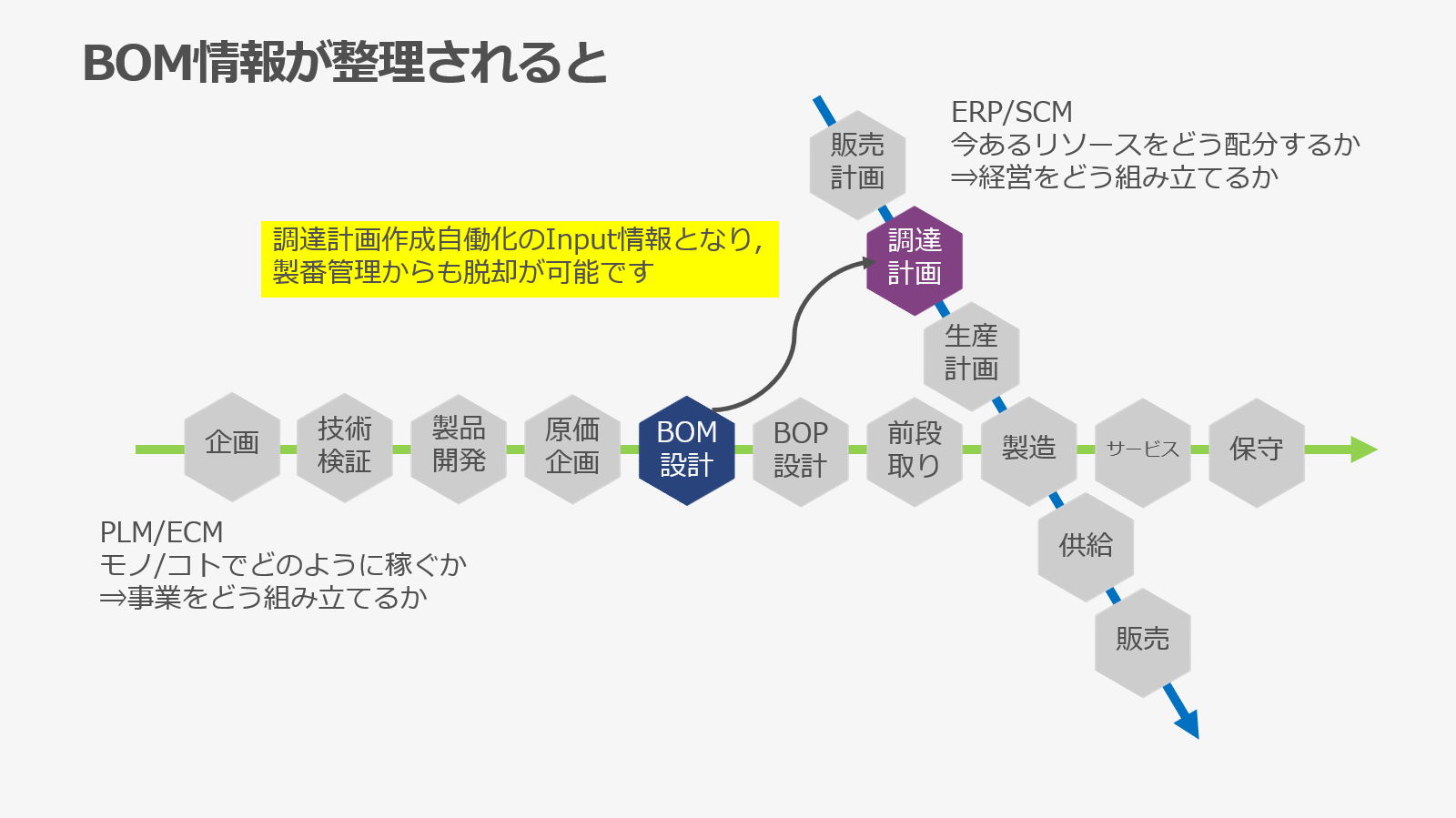
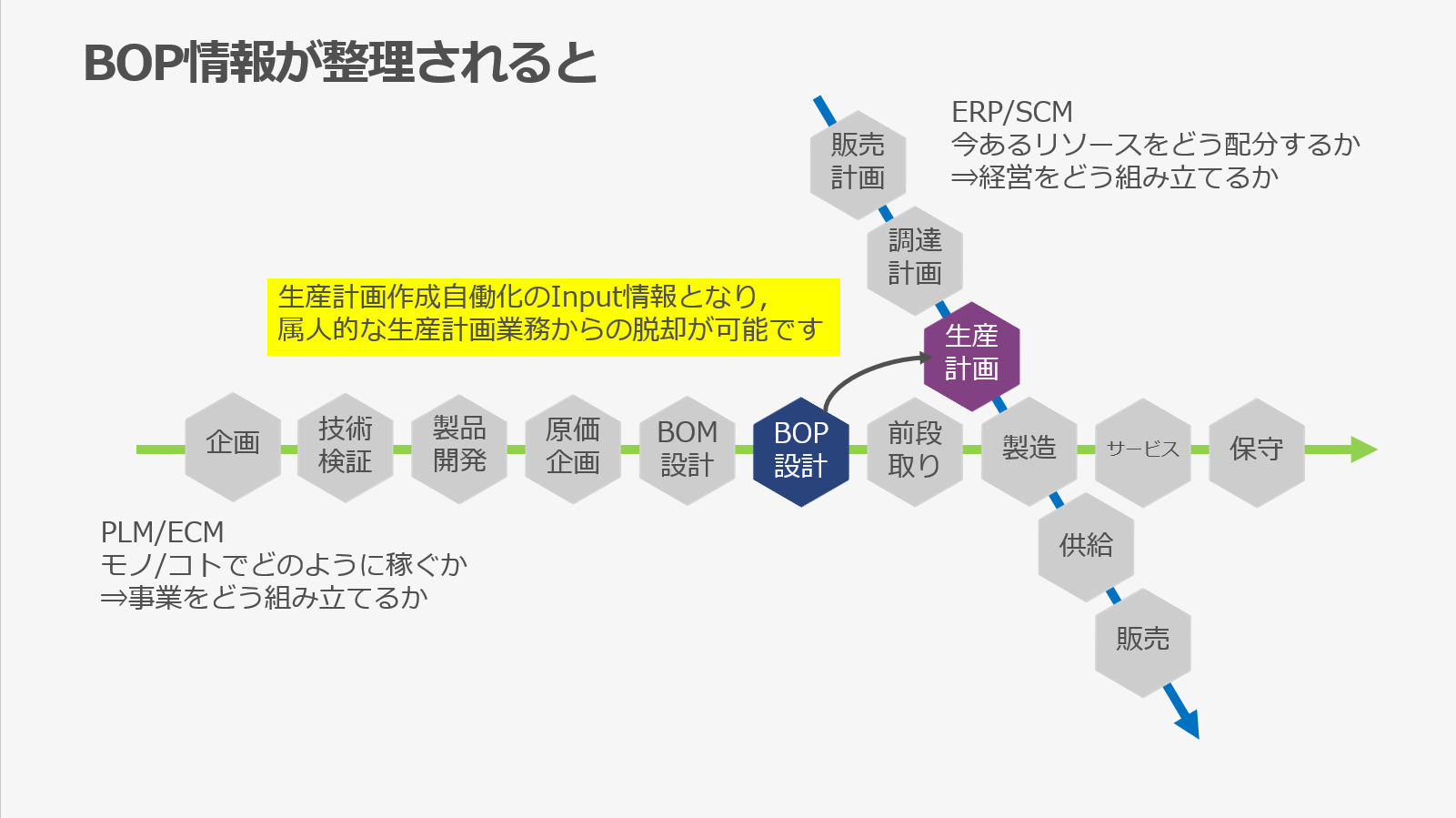
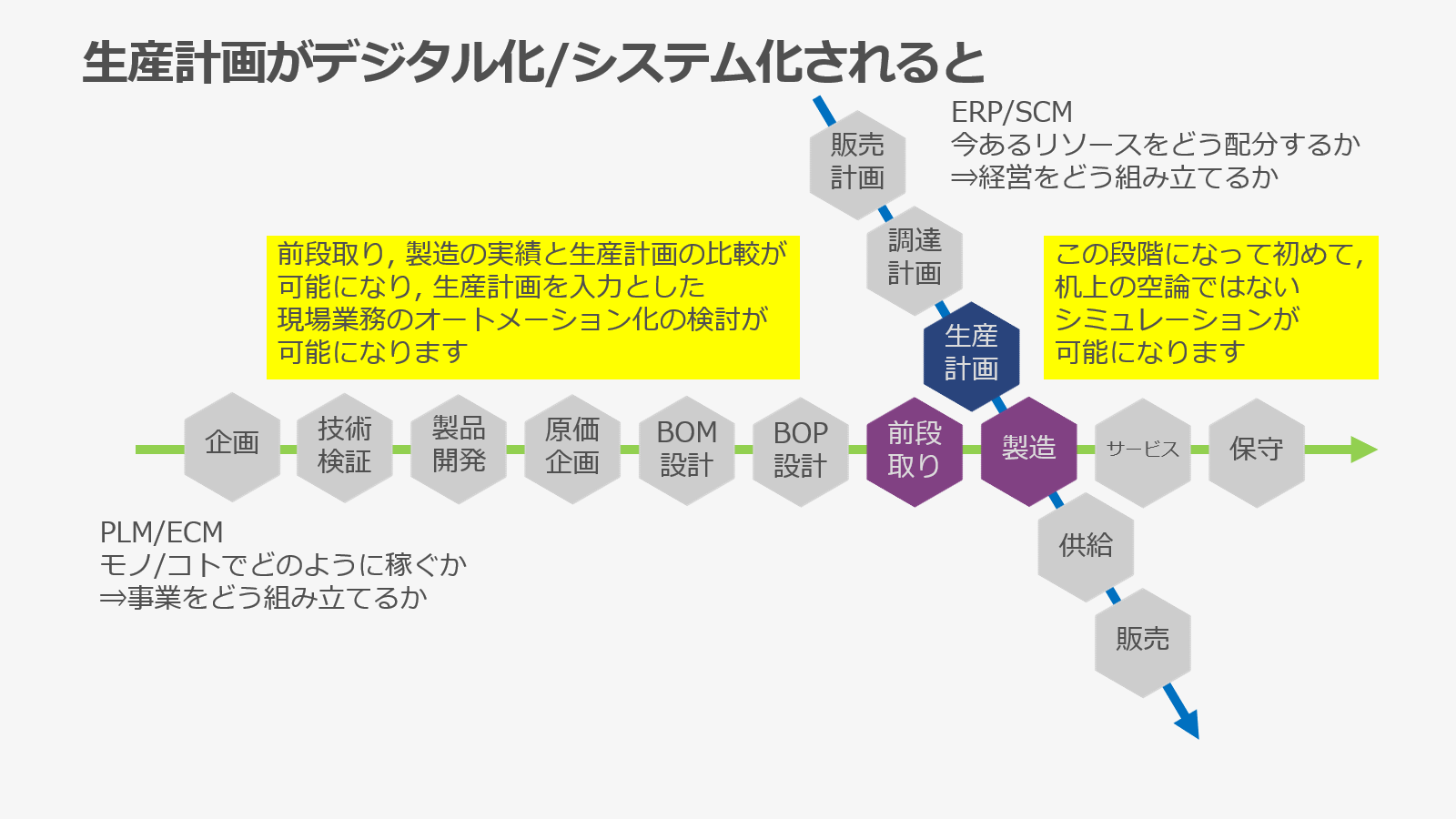
図6モノづくり対応力強化後のシステム化ステップ
図6に、これまで説明してきた”販売計画”/”調達計画”/”生産計画”といった各種計画業務の見直しを済ませた後の施策に関しての概要を示しています。
上から順に説明します。モノづくり対応力が強化されると、各種計画業務の標準化、変化対応ルールの整理が進んでいるため、 BOM/BOPの設計やデジタル化がスムーズに進みます。
BOM情報が整理されると、PSIツールやMRPといった調達計画作成における自動化のInput情報として使用が可能となり、日本の多くの製造現場を悩ませている製番管理からの脱却も可能となります。
BOP情報が整理されると、スケジューラ等による生産計画作成自動化のInput情報として使用が可能となり、属人的な生産計画業務からの脱却が可能です。
生産計画がデジタル化/システム化されると、前段取り/製造の実績と生産計画の比較が可能になり、生産計画を入力とした製造現場業務のオートメーション化の検討が可能になります。
また、この段階になって初めて、予実比較による効果検証が可能となるため、机上の空論ではないシミュレーションが可能となります。
こういった流れで業務の見直し、システムの導入を進めることで、製造現場の変革を推進する多くの方々が行いたいと考えている『在庫数量の適正管理』が可能となり、各種計画業務の標準化、変化対応ルールの整理の副次的な効果として、『製造原価(人件費)』の低減を改善ではなく変革のレベルで実現することが可能です。
8.【MES導入】失敗させないための検討のポイント&2つのステップ(まとめ)
本コラムにて、製造現場の変革を推進する多くの方々が初期段階に行うMESの情報収集に関して、『製造業を表す二つの業務軸/VSMを用いた各種計画業務の精査/モノづくり対応力強化後のシステム化ステップ』といった流れを用いて俯瞰的な説明をさせていただきました。
改めて箇条書きをすると、『在庫数量の適正管理』・『製造原価(人件費)』の低減を目的としたとき、以下のステップで進めることを推奨しています。
- 顧客オーダーの変化対応力強化
- 調達計画業務の見直し
- モノづくり対応力強化
- BOM/BOPの設計やデジタル化
- BOM情報を入力とした調達計画業務の自働化
- BOP情報を入力とした生産計画業務の自働化
- デジタル化/システム化された生産計画を用いた前段取り/製造業務の予実管理
上記のステップを推奨しているため、「ひとまずMESの情報収集を始めている」という顧客に対し、「実はMESの導入は最後です」とご説明することが多いです。
『MESを含めた基幹システム導入の検討だけで疲弊』、『本来の目的が不明確な状態で“基幹システム導入”という手段だけが先行する』といった事態を避けるためにも、本コラムでご説明したステップをご参考にしていただけますと幸いです。
以上、MES導入あるあるについて紹介させていただきましたが、いかがでしたでしょうか。弊社は株式会社マクニカ様との協業により、MES導入の支援を実施しております。気になる点やご質問、問い合わせ等ありましたら、下記よりお問い合わせ下さい。
更新日:2024.07.02
